进入八十年代以后, 由于电子控制技术、制 造技术的提高, 使得以直捻技术为基础的机械 结构和工艺得到了发展和完善。 近年来, 有几 种型号的帘子线直捻机进入国内市场。 如德国 Allma 公司 CC 型直捻机、意
进入八十年代以后, 由于电子控制技术、制 造技术的提高, 使得以直捻技术为基础的机械 结构和工艺得到了发展和完善。 近年来, 有几 种型号的帘子线直捻机进入国内市场。 如德国 Allma 公司 CC 型直捻机、意大利 RPR 公司 G48T 型直捻机和德国 Barmag 公司 AC10 型直 捻机等。尤其以 Allma 公司 CC 型直捻机为代 表。相对于传统的初复捻工艺而言, 该机具有卷装大、耗电省、占地面积少、 日常维护工作量小、用工省、产品质量高等突出 优点。
一、直捻机加捻原理
1. 加捻工艺 传统的帘子线加捻工艺是由两道工序完成 的。先将单股丝进行加捻(即初捻) , 再将初捻 丝合股加反向捻(即复捻)而成; 直捻工艺是将 两根没有加捻的单股原丝以缆捻方式直接捻合 成帘子线。 高精度的内外纱张力控制系统和纱 线张力平衡器, 使内、外纱张力相等, 加工出高质量的帘子线。
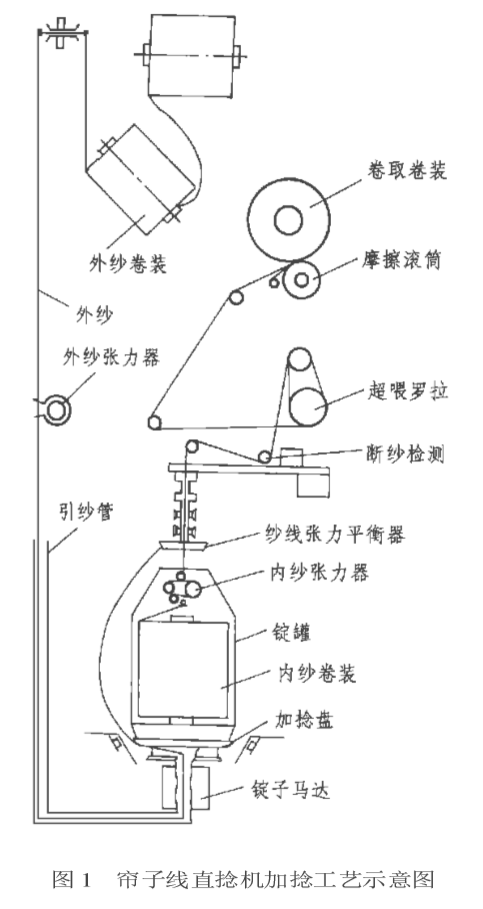
2. 加捻过程(见图 1) 在两个喂入卷装中, 一个置于机器上部的 纱架上, 称之为外纱, 它经过外纱张力器、引纱 管, 由锭子空心锭杆的底部进入, 在加捻盘边缘 被甩出, 在加捻盘与其上方的纱线张力平衡器 之间形成气圈, 气圈围绕着放在锭罐中的另一 个卷装旋转。 置于锭罐中的卷装称为内纱, 内纱通过锭 罐顶部的内纱张力器沿锭子轴线向上到达纱线 张力平衡器, 与外纱捻合在一起, 合股线经断纱 检测器、超喂辊和长度补偿杆到达卷取装置, 完 成整个加捻过程。
二、机器的结构特点及性能
1. 传动系统 该机型采用伺服电机同时控制超喂传动和 卷绕传动。伺服电机输出的动力, 首先通过同 步带传递给左右两根超喂传动轴, 然后通过超 喂传动轴上的变换带轮和中介变换带轮将动力 传递给卷绕传动轴, 横动导纱装置由步进马达 驱动, 通过减速器带动左右两边的同步齿形带 轮, 由同步齿形带拖动固连在其上的横动导纱杆, 完成导纱动作。 锭子传动采用单锭马达传 动方式, 通过变频器对其进行无级变速。
2. 控制系统 控制系统采用 2 台可编程控制器, 一台用 于整个系统的控制, 一台专用于各个锭子马达 的转速控制。 通过操作屏可以设定、更改各种 工艺参数, 并对各种运行参数进行连续监控, 对 故障进行诊断、记录。其功能有: ①设有数字式变频器, 通过变频调节锭子 转速。 ②设有单锭计长的计长器、轮班计数器和 定长自停控制系统。 ③设有电子防叠装置, 通过周期性地改变 步进马达的转速, 即改变卷绕角而达到防叠的 目的。 ④设有断纱检测装置, 当纱线断裂式张力 波动过大时, 发出报警信号并自动停止该锭 位。 ⑤设有对各种工艺参数、运行参数的监控 和诊断系统、便于操作和维修。
3. 锭子结构 锭子结构与倍捻锭子类似, 其下部是一个 可以无级调速的异步马达, 马达转子轴即是锭 子的空心锭杆, 锭杆上部安装有储纱盘和加捻 盘。锭罐及静止盘由锭杆顶端轴承支承, 通过 内外磁钢的吸力作用而保持静止, 内纱张力器 安装在半封闭式锭罐顶部, 由钢球、夹丝盘和永 磁式制动器组成, 锭子马达内装有速度传感器 和温度传感器, 通过可编程控制器对其速度进 行连续监控和过热、过电流保护。
4. 超喂系统 双辊式超喂系统采用同步带传动, 采用更 换带轮的方式来改变超喂率的大小。在该系统 中, 设有一系列超喂配比, 用户可根据所加工原 料的种类、规格及工艺要求进行选择, 变换带轮 及同步带置于车头传动箱内, 带轮和传动轴采 用胀套紧固, 装拆十分方便。
5. 卷绕装置 该装置由摩擦滚筒和卷取筒子架组成。 摩 擦滚筒外套有两个橡胶圈, 靠摩擦力带动筒管 转动。摩擦滚筒内设有电磁离合器, 由 24 伏直 流电控制滚筒与锭子同步开停。卷取筒子架采用夹持式四铰链结构, 并设 有扭簧—凸轮平衡机构, 在卷装由小到大的卷 绕过程中, 平衡卷绕筒子对摩擦滚筒的压力, 保 证卷绕筒子有良好的成形。 该筒子架具有卷装 大, 压持点恒定的突出特点。
6. 张力控制系统 外纱张力由纱架上夹盘式张力器和进入锭 底之前的外纱张力器控制, 外纱张力器有两种 可供选择, 一种是电磁式张力器, 它是由车头电 子程序集中控制, 统一调节; 一种是永磁式制动 器, 按色标刻度手动调节。 内纱张力控制采用钢球、夹持圆盘及永磁 制动辊组成的组合式张力系统, 张力调节按永 磁制动辊上色标刻度手动调节。 两种张力控制系统, 可对内、外纱线的张力 进行控制, 两根丝等长加捻。
7. 纱线张力平衡器 纱线张力平衡器亦称匀捻器, 可平衡在加 捻部位上的内、外纱张力之间的差异, 是纱线平 衡加捻的关键部件。
8. 纱架结构特点 纱架位于机器的顶部, 采用四连杆结构, 通 过销钉卡板定位装置, 使纱架可以处于高低两 个位置。用手拉下至低位时, 操作工即可上丝, 由气弹簧作用恢复至高位, 操作极为方便。 另外, 还有固定式纱架可供选择, 可借助脚 踏小车或机械手进行上丝
9. 空气穿线系统 该系统用于外纱的生头。 它由引纱管、进 气阀及喷嘴等组成。 按下进气阀开关, 压缩空 气即将外纱引纱管(形成负压)吸入, 由锭子底 部喷嘴经锭杆空心管从储纱盘出纱口吹出, 生 头十分方便。
10. 筒子输送系统 该系统由输送带、传动机构、张紧机构和光 电控制部分组成。 输送带位于机器的中部, 传 动机构及其驱动器、张紧机构和光电控制部分 位于机器的尾部。 卷绕卷装满筒落下后, 推至 输送带上, 通过输送带自动送至车尾, 用人工式 或机械手卸下卷装。 输送带的运转设有两种操作方式, 连续式 和步进式, 方便操作者选择。
三、直捻法和环锭捻法的技术经济对比 目前, 国内许多帘子布生产厂家一直使用 初、复捻线机加工生产轮胎帘子线, 即所谓环锭 捻法。只有少数几家使用直捻机加工生产轮胎 帘子线, 本文试图对环锭捻法和直捻法加以比 较, 以加深我们对直捻技术的认识和理解。 以年产1 万吨 1870 dtex/ 2 锦纶 6 帘子线为 例, 环锭捻法使用锭距为 150 mm 的初捻机和锭 距为 200 mm 的复捻机, 直捻机锭距 500 mm, 锭 数134 锭, 二种方法的配台数如表 1(仅供参 考)。 表 1 两种加捻方法配台数对比表
方案 机器类型 锭数
锭速 ( r/min)
满筒重量 ( kg)
1 万吨 所需台数
环锭 捻法
初捻机 200 6500 1. 5 30
复捻机 152 5500 3 25
直捻法 直捻机 134 7000 9 21
两种方案投资费用对比, 如表 2(仅供参 考)。 表 2 投资费用对比表
项目
初复捻机投资 费用(万元)
直捻机投资 费用(万元)
投资差额 (万元)
节省百分 比(%) 设备投资 3000 4000 -1000 33. 3 厂房面积 390 280 110 28. 2 年电力消耗 550 450 100 18. 2 年用工费 216 70 146 67. 6 筒管费用 570 20 550 96. 5
年钢领研磨费用 27 0 27 100 年钢领油消耗 13. 5 0 13. 5 100 筒子架费用 105 10 95 90. 5
年回丝量 300 60 240 80 合计 5171. 5 4890 281. 5 5. 44
根据以上分析 1. 初期投资差价 设备投资费用+厂房面积费用+筒管费用 570+筒子架费 =-1000+110+550+95=-245 万元 2. 年消耗差价 年电力消耗+年用工费+年钢领研磨费用 +年钢领油消耗+年回丝量 =100+146+27+13. 5+240=526. 5 万元 3. 贷款利率按 6. 5 %(年利率)计 投资价差中每年少付利息 526. 5-245=281. 5 万元 281. 5×6. 5 %=18. 3 万元 故每年日常支出差额 第一年日常支出差额为 281. 5+18. 3≈300 万元 自第二年起每年日常支出差额为 526. 5+18. 3≈545 万元 综上所述, 用于帘子线生产的直捻工艺和 环锭捻工艺相比, 以加捻 1 万吨 1870 dtex/2、 330 T/M 锦纶 6 帘子线为例, 虽然设备要多投 资 33 %, 而厂房面积、筒管、筒子架、电力消耗、 回丝量等各种消耗都有不同程度的节省。 由于 厂房面积减少、空调费用也会相应减少, 总投资 可节省 25 %左右。 四、结束语
通过对帘子线直捻机的结构及工艺特征的 分析, 不难看出, 帘子线直捻机不仅能生产更高 质量的帘子线, 而且能够降低投资成本和生产 管理成本, 可以实现现代化管理。 直捻技术必 将有美好的前景。